电能质量
电动汽车充换电
储能微网
电池化成与检测
工业电源
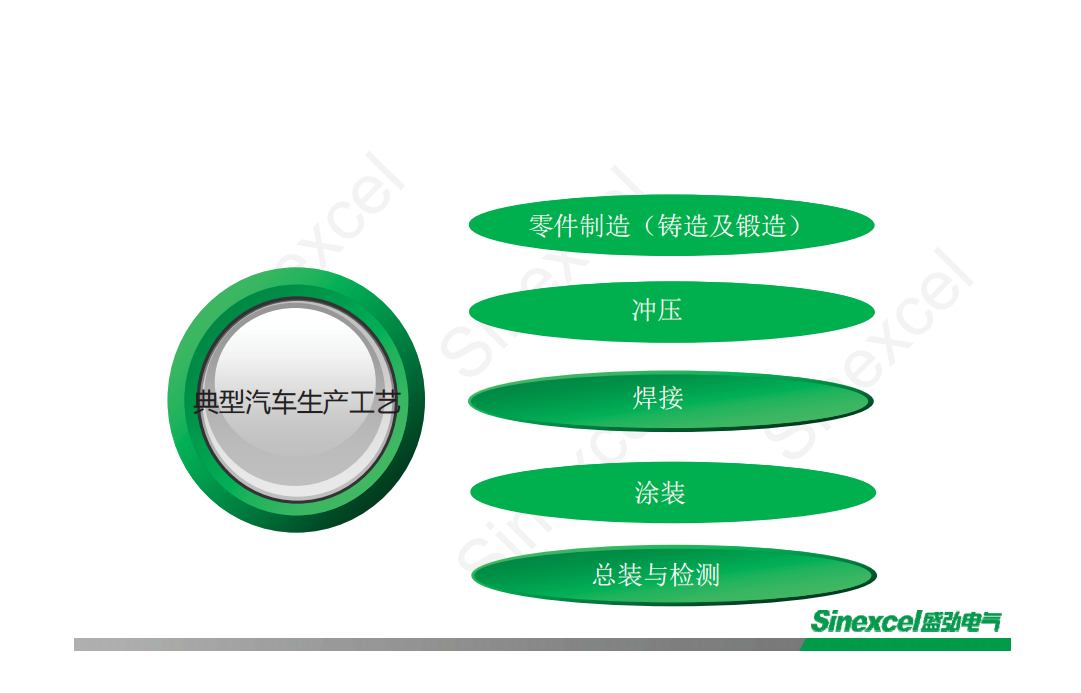
米兰(中国)都知道汽车的典型工艺包括几个方面:零件制造,冲压,焊接,涂装,总装与检测等;
汽车零件制造:
铸造车间

铸造车间是第一基本生产车间,它由原材料库领用主料(生铁、废钢、钢材),再由铸造车间将主料加工成毛坯件直接转给金加工车间(第二基本生产车间),对其继续加工,加工完成后入自制半成品库。
铸造是一种易于成型的金属加工方法,采用铸造方法可以制成汽车上任何不同尺寸和复杂形状的零件,有些甚至是其他加工方法无法做到的。
铸造车间的负载有:中频炉,变频炉,浇注机等。
负载的特点:电炉的功率较大,由于中频炉、变频器等非线性负载的存在,对电网带来谐波的污染,使得系统稳定性降低,损耗增加,变压器带载能力下降等问题。
汽车的冲压工艺
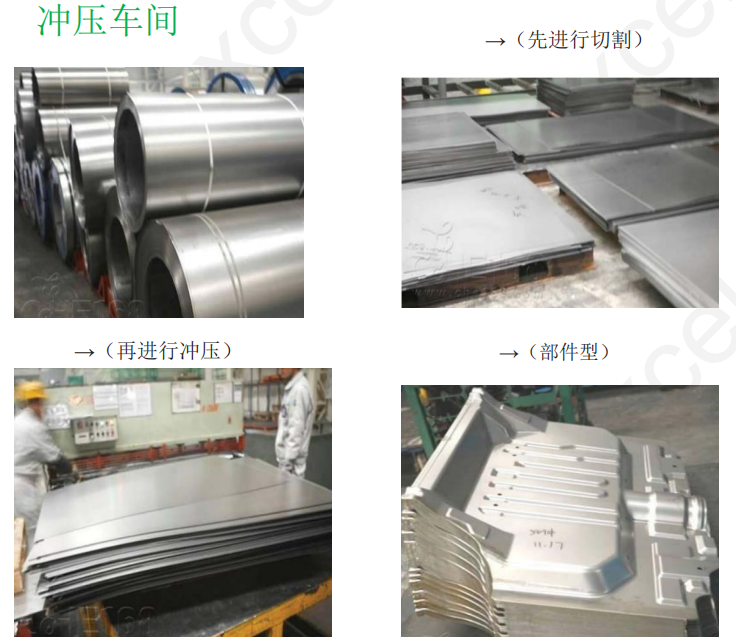
在汽车制造业中,有60% ~ 70%的零件是采用冲压工艺制成的;冲压是一种高生产效率、低材料消耗的加工方法。冲压工艺适用于较大批量零件制品的生产,便于实现机械化与自动化,有较高的生产效率。
冲压工艺使用的主要负载有:切割机,冲压机等大型机械设备,主要负载为变频器,接触器,脱扣器,PLC直流电源,传感器,通信设备。
负载特点:设备自动化程度高,PLC等设备对电压暂降较为敏感,暂降造成设备故障或保护均可导致整个冲压线停机。变频器等调速调频非线性负载产生大量谐波污染电网。
汽车焊接工艺
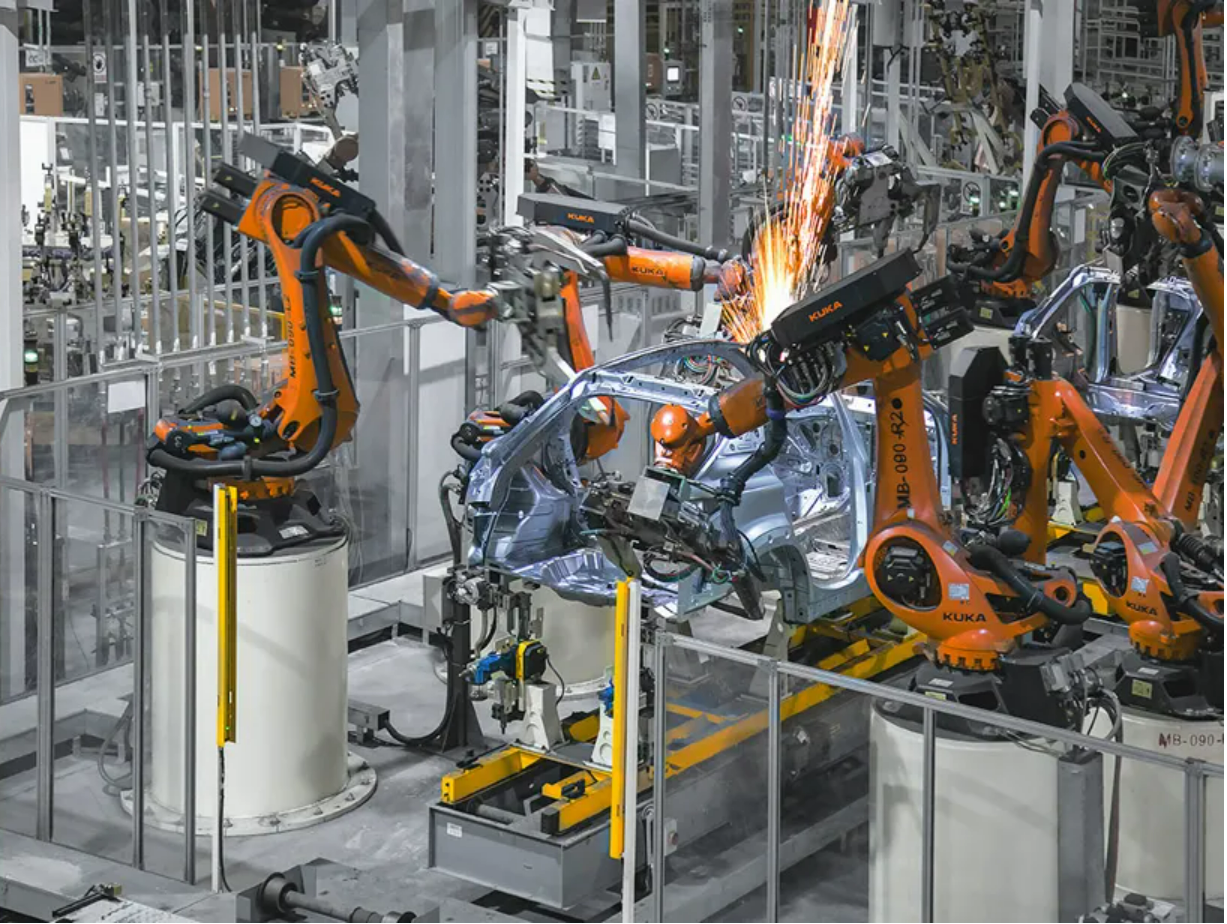
冲压成型的钣金件通过夹具固定其相对位置,在焊接车间使用电阻焊机进行焊接并组拼成完整的白车身。完成焊装的工艺后便通过输送系统送往涂装车间。
焊接工艺主要负载:大量的焊接机器人。
负载特点:由于电焊工艺的特性-电流变化快及幅度大,因此系统运行过程中产生大量冲击性无功。同时焊接工艺对供电的稳定性要求很高,一旦发生电压暂降致使设备停机,将造成焊接不连续,坏点,虚焊等生产质量问题,直接导致重大损失。
汽车涂装工艺

常用的涂装工艺体系按涂层来分可分为二涂层体系(底漆+面漆);三涂层体系(底漆+中涂+面漆或金属闪光漆/罩光清漆);四涂层体系(底漆+中涂+面漆+罩光清漆,适用于对涂装要求更高的豪华车)。汽车本身的涂装工艺属于装饰、保护性多层涂装,是汽车涂装中工序最多、涂装质量要求最高的涂装工艺。
涂装工艺主要负载:电泳槽,热交换机,胶压泵,喷涂机器人,烤炉等。
负载特点:涂装车间各类设备均由PLC控制,PLC设备对电压波动敏感,断电复位过程耗费大量时间,导致产能下降。同时断电影响电泳槽热交换喷漆的固化过程,造成流水线大量产品报废。同时电泳线存在大量整流器,运行时产生大量谐波,污染了电网降低了系统可靠性。
汽车总装工艺

也就是将汽车的各种零件,部件,合件或总成,按规定的技术条件和质量要求联接组合成整车的生产过程。
总装工艺主要负载有:电枪控制器,电批等。
负载特点:电枪控制器以及电批的核心部件为电机,大量电机间断启动停止,产生大量波动性无功,需要无功补偿装置迅速响应、精确补偿。
综合以上的工艺分析,不同的生产工艺,使用不同的设备,这些负载会产生大量的谐波和无功,大量的谐波将影响到生产设备的运转和使用寿命;大量的无功将造成电压波动和功率因素低下带来供电局的罚款。由此可见治理谐波和补偿无功以提升系统稳定性、提高电能质量是很有必要的一件事。
关于如何治理谐波,那就不得不给大家介绍米兰(中国)米兰体育的有源电力滤波器APF:
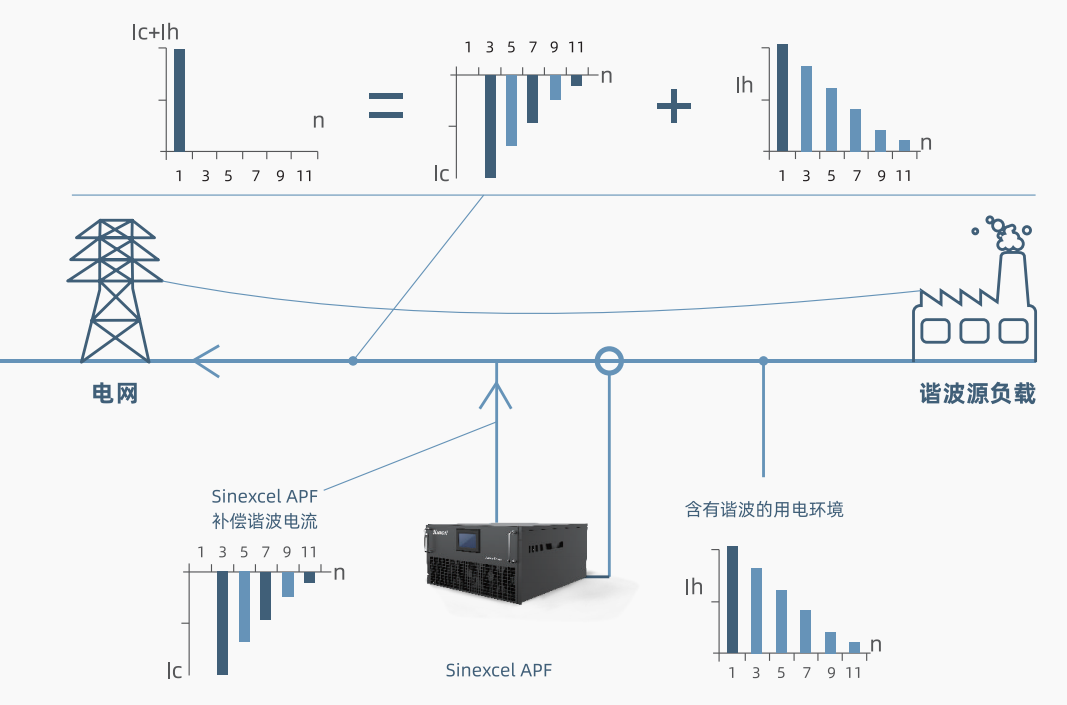
产品原理:
Sinexcel有源电力滤波器APF通过外部电流互感器CT实时检测负载电流,并通过内部DSP计算,提取出负载电流的谐波成分,然后通过PWM信号发送给内部IGBT控制逆变器产生一个和负载谐波大小相等、方向相反的电流注入到电网中补偿谐波电流,实现滤波功能。
产品特点
1. 核心元器件IGBT、DSP等均采用国际一线品牌;
2. 行业独有的智能傅里叶算法。
我们已经知道了谐波如何治理,那无功如何治理呢?下面给大家介绍米兰体育静止无功发生器SVG:

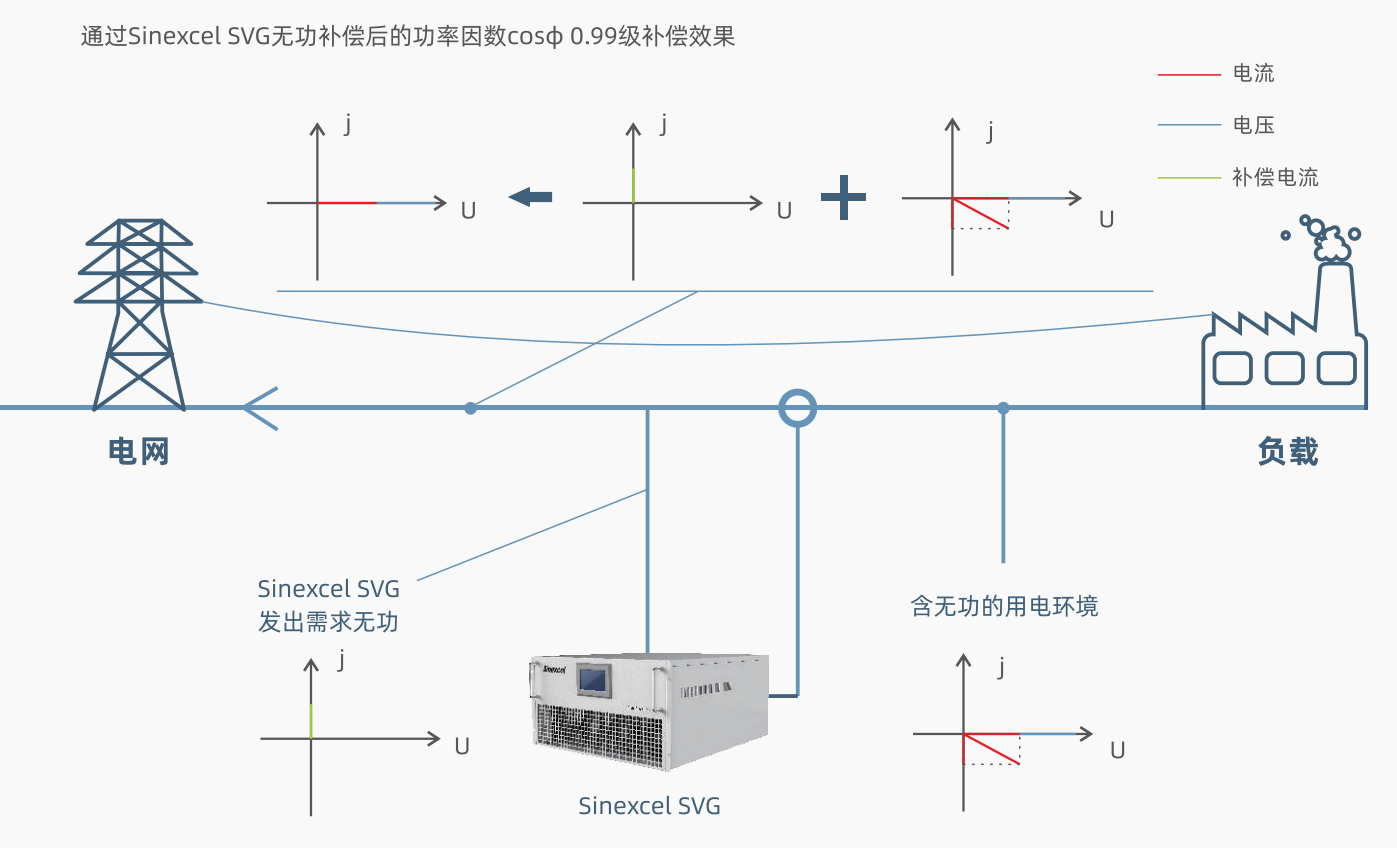
产品原理:
Sinexcel静止无功发生器SVG通过外部电流互感器(CT)实时检测负载电流,并通过内部DSP计算来分析负载的无功含量,然后根据设置值来控制PWM信号发生器发出控制信号给内部IGBT使逆变器产生满足要求的无功补偿电流,最终实现动态无功补偿的目的。
产品特点:
1.具备同时无功补偿、平衡三相负载、且优先级可选;
2.具备目标功率因素模式、恒无功两种无功补偿模式;
3.全数字、模块化、三电平;
4.具备机架式、壁挂式多种模块、支持多种安装方式。
我司的电能质量产品在汽车行业的应用也有不少的成功案例。例如:郑州东风日产、杭州宝伟汽车、南充吉利新能源以及江铃汽车股份有限公司等等;这也成功地应证了,米兰体育的电能质量产品能够很好的为汽车制造行业保驾护航。